
Betriebstechnik, Dienstleistungen
Betriebsführungen durch Envirochemie heben die verborgenen Potenziale in Molkereien
Maßgeschneiderter Betrieb stellt wassertechnische Anlagen kontinuierlich optimal auf die geforderten Wasserqualitäten ein
-
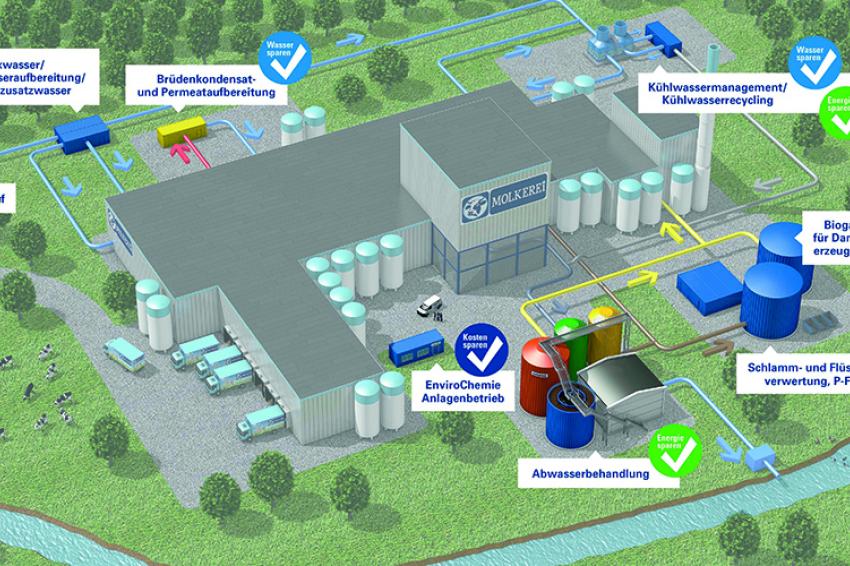 Abb. 1: Eine genaue Analyse des gesamten Produktionsprozesses hilft, verborgene Optimierungspotenziale für Rohstoffe und Energie zu entdecken.
Abb. 1: Eine genaue Analyse des gesamten Produktionsprozesses hilft, verborgene Optimierungspotenziale für Rohstoffe und Energie zu entdecken. -
 Abb. 2: Modell einer Büdenwasseraufbereitungsanlage, mit der wertvolles Frischwasser ersetzt werden kann.
Abb. 2: Modell einer Büdenwasseraufbereitungsanlage, mit der wertvolles Frischwasser ersetzt werden kann. -
 Abb. 3: Häufig gibt es viele verschiedene Wasserströme und Wasserkreisläufe. Wenn man diese zusammen und ganzheitlich betrachtet, ergeben sich meist eine Reihe von Einsparmöglichkeiten.
Abb. 3: Häufig gibt es viele verschiedene Wasserströme und Wasserkreisläufe. Wenn man diese zusammen und ganzheitlich betrachtet, ergeben sich meist eine Reihe von Einsparmöglichkeiten. -
 Jutta Quaiser, Leitung Presse & Öffentlichkeitsarbeit, Envirochemie
Jutta Quaiser, Leitung Presse & Öffentlichkeitsarbeit, Envirochemie
Molkereien haben an vielen Stellen im Produktionsprozess mit Wasser zu tun. Oft versteckt sich hier Potenzial, um Ressourcen oder Energie einzusparen. Voraussetzung dafür ist allerdings ein ganzheitlicher Blick. Denn die Kreisläufe in den nicht selten über die Jahre gewachsenen Molkereien sind hochkomplex.
Wasser ist überall in der Milchindustrie. Ob eine Molkerei Frischmilch verarbeitet, Käse herstellt oder Trockenpulver produziert – sie benötigt Frischwasser zum Reinigen, Kesselspeisewasser genauso wie Kühlwasser, und das anfallende Abwasser muss gereinigt werden. „Häufig gibt es viele verschiedene Wasserströme und Kreisläufe“, sagt Eva John, Projektingenieurin bei Envirochemie. „Wenn man diese zusammen und ganzheitlich betrachtet, ergeben sich meist eine Reihe von Einsparmöglichkeiten.“ Allerdings schauen viele Milchunternehmen eher punktuell auf das Thema Wasser, am ehesten noch beim Thema Abwasser. Dabei gibt es darüber hinaus viele weitere Ansatzpunkte, z. B. beim Blick auf einen der großen Wachstumsmärkte der Branche, die Produktion von Milchpulver, vor allem für den Export nach Asien oder Afrika. Dabei wird der Wasseranteil in der Milch verdampft, einem Liter Rohmilch werden rund 880 ml Wasserflüssigkeit, das Brüdenkondensat, entzogen – prinzipiell Trinkwasser, wenn auch mit Resten wie Milchbestandteilen. Wasser, das genutzt werden kann, wenn es entsprechend aufbereitet wird. So kann das aufbereitete Brüdenkondensat z. B. anschließend als Reinigungswasser benutzt werden: Wasser, das die Molkerei nicht als Frischwasser zuführen muss!
Vielfältiges Recycling und Energieeinsparung „Die Kunst ist herauszufinden, wo man welches Wasser im Prozess verwenden kann“, sagt Klaus Dickhoff, Abteilungsleiter Prozesswasser bei Envirochemie. Schließlich wird bei der Verarbeitung eines Liters Milch vergleichsweise viel Wasser verbraucht – etwa ein bis zwei Liter Frischwasser fallen für Prozesse wie Kühlung oder Reinigung an. Molkereien aber unterliegen strengen gesetzlichen Hygienevorschriften: Wenn sie ihre Verdampfer oder Buttermaschinen reinigen, müssen sie dazu Wasser in Trinkwasserqualität verwenden, das im kompliziertesten Fall vorher erst entsprechend aufbereitet wurde. Übergeordnetes Ziel: den Frischwasserverbrauch auf das Geringstmögliche zu reduzieren – z. B., indem das aufbereitete Brüdenkondensat verwendet wird, also Wasser, das ohnehin im Laufe der Produktion anfällt. Ganzheitliche Betrachtung bedeutet auch, nicht nur punktuell hinzuschauen. Das Recycling von Brüdenkondensat sorgt nämlich für weitere Veränderungen. Da dem Kreislauf Brüdenkondensat entzogen wird, ist auch das Abwasser dadurch entsprechend stärker belastet und benötigt eine adäquate Herangehensweise. „Wichtig ist, sich die gesamte Kette anzusehen“, sagt Dickhoff: „Wir drehen nicht nur an einer Schraube, wir haben alle Auswirkungen im Blick.“ Abfälle können auf diese Weise zu Wertstoffen werden – oder zu Energielieferanten. Molke z. B. lässt sich mithilfe von entsprechenden Anlagen zu Biogas verwandeln, mit dem wiederum andere Teile der Produktion oder des Unternehmens versorgt werden. „Neben der Tatsache, dass Wasser und Energie eingespart werden, ist das auch unter CSR-Gesichtspunkten für viele Unternehmen interessant – oder für das Energie-Audit“, sagt Dickhoff.
Molkereien brauchen maßgeschneiderte Lösungen Gerade in der Molkereiindustrie sind die heutigen Fabriken häufig nicht am Reißbrett geplant, sondern aus alten Betrieben gewachsen, dabei ständig erweitert und verändert worden. Hinzu kommt der Trend, dass sich Herstellungsprozesse diversifizieren – hat sich früher eine Molkerei um verschiedene Produkte in einer Halle gekümmert, werden heute zunehmend Butter, Frischmilch und Käse in verschiedenen Werken hergestellt. „Wer hier helfen will, muss immer in maßgeschneiderten Lösungen denken“, sagt John. Nicht selten besuchen die verschiedenen Fachexperten von Envirochemie die Betriebe gemeinsam, jeder als Spezialist bspw. für Prozesswasseraufbereitung, Abwasserbehandlung oder den Anlagenbetrieb. In einem Fall ließ sich in einer Molkerei etwa ein Drittel des spezifischen Energieverbrauchs für die Abwasserreinigung einsparen, indem u. a. die alten, energiefressenden Belüftungsanlagen für die aerobe Abwasserreinigung durch energieeffiziente Technik ersetzt wurde. In einem anderen Einsatz konnten die Experten von Envirochemie den Frischwassereinsatz durch Recycling von Brüdenkondensat entsprechend senken. „Auch die Schlämme, die beim Abwasser in Molkereien entstehen, sind fast immer ein Thema“, sagt Ulrich Böhm, Projektleiter Betriebsführungen bei Envirochemie. Durch den Einsatz anaerober Abwassertechnik kann hier Biogas gewonnen werden, mit deutlich erhöhter Ausbeute, wenn neben den Abwasserinhaltsstoffen auch andere organische Reststoffe in speziellen Anaerobreaktoren abgebaut werden. Das senkt die Entsorgungskosten und generiert Biogas, das an anderer Stelle in der Produktion bspw. zur Dampferzeugung eingesetzt wird. Im Idealfall wird so gleichzeitig noch das Problem der Produktrückläufe gelöst, mit denen Molkereien konfrontiert sind. „Solche Rückläufe kann man ideal zusammen mit Abwasserschlämmen verwerten und Biogas gewinnen“, sagt Eva John.
Kontinuierlicher Verbesserungsprozess Ein weiterer zentraler Bereich in der Milchindustrie ist das Kühlwasser – schließlich ist der Kühlturm ein ganz wesentlicher Wasserverbraucher in fast allen Molkereien. Auch hier geht es also um die Frage, wie Wasser recycelt und eingespart werden könnte. Brüdenkondensat ist abermals eine Alternative – die ein entsprechend durchkalkuliertes Wassermanagement benötigt. Regelmäßige Checks und die Verwendung der richtigen Betriebsstoffe und Chemikalien beugen dabei auch einer Verkeimung vor. Selbst wenn alle diese Einzelheiten optimiert sind – Produktion und Prozesse verändern sich zwangsläufig über die Zeit und entwickeln sich weiter. „Wir begleiten den Betrieb dann stetig, überprüfen immer wieder und passen an“, sagt Ulrich Böhm. Innerhalb von nur wenigen Jahren können sich in einer Molkerei die Menge und die Zusammensetzung des Abwassers bereits wieder drastisch verändert haben. „Wir lassen das nicht einfach jahrelang laufen und machen anschließend Vorschläge“, unterstreicht Böhm: „Das Beste ist ein kontinuierlicher Verbesserungsprozess, wie wir ihn mit unseren Betriebsführungskonzepten anbieten. Dann übernehmen unsere Spezialisten den Betrieb der wassertechnischen Anlagen beim Kunden und setzen die Prozessoptimierungen um.“
Wasser ist überall in der Milchindustrie. Ob eine Molkerei Frischmilch verarbeitet, Käse herstellt oder Trockenpulver produziert – sie benötigt Frischwasser zum Reinigen, Kesselspeisewasser genauso wie Kühlwasser, und das anfallende Abwasser muss gereinigt werden. „Häufig gibt es viele verschiedene Wasserströme und Kreisläufe“, sagt Eva John, Projektingenieurin bei Envirochemie. „Wenn man diese zusammen und ganzheitlich betrachtet, ergeben sich meist eine Reihe von Einsparmöglichkeiten.“ Allerdings schauen viele Milchunternehmen eher punktuell auf das Thema Wasser, am ehesten noch beim Thema Abwasser. Dabei gibt es darüber hinaus viele weitere Ansatzpunkte, z. B. beim Blick auf einen der großen Wachstumsmärkte der Branche, die Produktion von Milchpulver, vor allem für den Export nach Asien oder Afrika. Dabei wird der Wasseranteil in der Milch verdampft, einem Liter Rohmilch werden rund 880 ml Wasserflüssigkeit, das Brüdenkondensat, entzogen – prinzipiell Trinkwasser, wenn auch mit Resten wie Milchbestandteilen. Wasser, das genutzt werden kann, wenn es entsprechend aufbereitet wird. So kann das aufbereitete Brüdenkondensat z. B. anschließend als Reinigungswasser benutzt werden: Wasser, das die Molkerei nicht als Frischwasser zuführen muss!
Vielfältiges Recycling und Energieeinsparung „Die Kunst ist herauszufinden, wo man welches Wasser im Prozess verwenden kann“, sagt Klaus Dickhoff, Abteilungsleiter Prozesswasser bei Envirochemie. Schließlich wird bei der Verarbeitung eines Liters Milch vergleichsweise viel Wasser verbraucht – etwa ein bis zwei Liter Frischwasser fallen für Prozesse wie Kühlung oder Reinigung an. Molkereien aber unterliegen strengen gesetzlichen Hygienevorschriften: Wenn sie ihre Verdampfer oder Buttermaschinen reinigen, müssen sie dazu Wasser in Trinkwasserqualität verwenden, das im kompliziertesten Fall vorher erst entsprechend aufbereitet wurde. Übergeordnetes Ziel: den Frischwasserverbrauch auf das Geringstmögliche zu reduzieren – z. B., indem das aufbereitete Brüdenkondensat verwendet wird, also Wasser, das ohnehin im Laufe der Produktion anfällt. Ganzheitliche Betrachtung bedeutet auch, nicht nur punktuell hinzuschauen. Das Recycling von Brüdenkondensat sorgt nämlich für weitere Veränderungen. Da dem Kreislauf Brüdenkondensat entzogen wird, ist auch das Abwasser dadurch entsprechend stärker belastet und benötigt eine adäquate Herangehensweise. „Wichtig ist, sich die gesamte Kette anzusehen“, sagt Dickhoff: „Wir drehen nicht nur an einer Schraube, wir haben alle Auswirkungen im Blick.“ Abfälle können auf diese Weise zu Wertstoffen werden – oder zu Energielieferanten. Molke z. B. lässt sich mithilfe von entsprechenden Anlagen zu Biogas verwandeln, mit dem wiederum andere Teile der Produktion oder des Unternehmens versorgt werden. „Neben der Tatsache, dass Wasser und Energie eingespart werden, ist das auch unter CSR-Gesichtspunkten für viele Unternehmen interessant – oder für das Energie-Audit“, sagt Dickhoff.
Molkereien brauchen maßgeschneiderte Lösungen Gerade in der Molkereiindustrie sind die heutigen Fabriken häufig nicht am Reißbrett geplant, sondern aus alten Betrieben gewachsen, dabei ständig erweitert und verändert worden. Hinzu kommt der Trend, dass sich Herstellungsprozesse diversifizieren – hat sich früher eine Molkerei um verschiedene Produkte in einer Halle gekümmert, werden heute zunehmend Butter, Frischmilch und Käse in verschiedenen Werken hergestellt. „Wer hier helfen will, muss immer in maßgeschneiderten Lösungen denken“, sagt John. Nicht selten besuchen die verschiedenen Fachexperten von Envirochemie die Betriebe gemeinsam, jeder als Spezialist bspw. für Prozesswasseraufbereitung, Abwasserbehandlung oder den Anlagenbetrieb. In einem Fall ließ sich in einer Molkerei etwa ein Drittel des spezifischen Energieverbrauchs für die Abwasserreinigung einsparen, indem u. a. die alten, energiefressenden Belüftungsanlagen für die aerobe Abwasserreinigung durch energieeffiziente Technik ersetzt wurde. In einem anderen Einsatz konnten die Experten von Envirochemie den Frischwassereinsatz durch Recycling von Brüdenkondensat entsprechend senken. „Auch die Schlämme, die beim Abwasser in Molkereien entstehen, sind fast immer ein Thema“, sagt Ulrich Böhm, Projektleiter Betriebsführungen bei Envirochemie. Durch den Einsatz anaerober Abwassertechnik kann hier Biogas gewonnen werden, mit deutlich erhöhter Ausbeute, wenn neben den Abwasserinhaltsstoffen auch andere organische Reststoffe in speziellen Anaerobreaktoren abgebaut werden. Das senkt die Entsorgungskosten und generiert Biogas, das an anderer Stelle in der Produktion bspw. zur Dampferzeugung eingesetzt wird. Im Idealfall wird so gleichzeitig noch das Problem der Produktrückläufe gelöst, mit denen Molkereien konfrontiert sind. „Solche Rückläufe kann man ideal zusammen mit Abwasserschlämmen verwerten und Biogas gewinnen“, sagt Eva John.
Kontinuierlicher Verbesserungsprozess Ein weiterer zentraler Bereich in der Milchindustrie ist das Kühlwasser – schließlich ist der Kühlturm ein ganz wesentlicher Wasserverbraucher in fast allen Molkereien. Auch hier geht es also um die Frage, wie Wasser recycelt und eingespart werden könnte. Brüdenkondensat ist abermals eine Alternative – die ein entsprechend durchkalkuliertes Wassermanagement benötigt. Regelmäßige Checks und die Verwendung der richtigen Betriebsstoffe und Chemikalien beugen dabei auch einer Verkeimung vor. Selbst wenn alle diese Einzelheiten optimiert sind – Produktion und Prozesse verändern sich zwangsläufig über die Zeit und entwickeln sich weiter. „Wir begleiten den Betrieb dann stetig, überprüfen immer wieder und passen an“, sagt Ulrich Böhm. Innerhalb von nur wenigen Jahren können sich in einer Molkerei die Menge und die Zusammensetzung des Abwassers bereits wieder drastisch verändert haben. „Wir lassen das nicht einfach jahrelang laufen und machen anschließend Vorschläge“, unterstreicht Böhm: „Das Beste ist ein kontinuierlicher Verbesserungsprozess, wie wir ihn mit unseren Betriebsführungskonzepten anbieten. Dann übernehmen unsere Spezialisten den Betrieb der wassertechnischen Anlagen beim Kunden und setzen die Prozessoptimierungen um.“
Contact
EnviroChemie GmbH
In den Leppsteinswiesen 9
64380 Rossdorf
+49 6154 6998 72




