
Dezentrale Antriebstechnik für Kühlmöbel
Pan-Dur setzt bei der dezentralen Antriebstechnik seiner Produktion auf den Automatisierungsbaukasten Movi-C von SEW-Eurodrive
-
 Abb. 1: Moderne Kühlmöbel machen den Einkauf zum Erlebnis und unterstützen so die Kundenzufriedenheit. | © Pan-Dur, SEW-Eurodrive/P. Born
Abb. 1: Moderne Kühlmöbel machen den Einkauf zum Erlebnis und unterstützen so die Kundenzufriedenheit. | © Pan-Dur, SEW-Eurodrive/P. Born
Energieeffiziente Kühltechnik einerseits und ansprechende Produktpräsentation andererseits bestimmen den Erfolg im Lebensmittel-Einzelhandel. Die Kühlmöbel von Pan-Dur vereinen beide Aspekte. Versieht man die Kühlmöbel mit Isolierglas lassen sich rund 40 % Energie einsparen. Zudem hat der Kunde einen freien Blick auf die darin angebotenen Produkte. Unterstützt wird die Fertigung der Isolierverglasung durch dezentrale Antriebstechnik.
Im gut sortierten Lebensmittelgeschäft sind die Waren einladend in den Regalen der Kühlmöbel arrangiert – sauber hinter Glas und gut beleuchtet. „Das Produktsortiment in Kühlvitrinen wird hygienisch einwandfrei präsentiert und steht für Wertigkeit“, so Albert Weiss, Geschäftsführer von Pan-Dur, Hersteller von Isolierglassystemen speziell für die Kühlmöbelindustrie. „Beim Einkauf vor Ort ist es wichtig, dass die Waren optimal präsentiert werden, leicht zugänglich sind und in einwandfreiem Zustand angeboten werden“, bekräftigt Weiss.
eben dem verkaufsfördernden Effekt einer ansehnlichen Produktlagerung in Kühlvitrinen steht für den Händler die Energieeffizienz im Vordergrund: Gegenüber der Bereitstellung in offenen Kühlregalen bewirkt der Einsatz von geschlossenen Kühlmöbeln eine rund 40-prozentige Energieeinsparung. „Seit 2021 gilt eine Ökodesign-Richtlinie der EU, in der die Energieeffizienz-Mindestanforderungen bei gewerblichen Kühlmöbeln festgelegt sind“, so Albert Weiss. „Unsere Aufgabe ist es, für unsere Kunden sowohl hinsichtlich der Energieeffizienz als auch in puncto Design und Qualität optimal angepasste Lösungen zu entwickeln und zu produzieren.“
Elektrische Positionierlösung ersetzt Pneumatik
Dieser Fertigungsprozess wird unterstützt durch SEW-Eurodrive. Der Antriebstechnik- und Automatisierungsexperte hat in der Scheibenvergussanlage im Pan-Dur-Werk in Boxberg zuvor installierte Pneumatikzylinder durch eine elektrische Spindelmotorlösung ersetzt. „Die bislang eingesetzte Pneumatik an den Hubstationen der Fördertechnik war nicht zufriedenstellend“, erläutert Jens Verhoef, Elektroingenieur und Entwickler. „Denn das Anheben und Absenken der Rollenförderer an den Kreuzungspunkten um rund fünf Zentimeter muss exakt und ruckfrei erfolgen, das war mit der Pneumatik nicht möglich.“ Sanfte Bewegungen der Hubstationen und präzises Anfahren der Endlagen sind nötig, um die aufgespannten empfindlichen und exakt eingerichteten Doppelglasmodule in Position zu halten. Dies ist für den einwandfreien und zuverlässigen Vergussprozess in dieser Anlage – dem Herzstück der Kühlvitrinenherstellung – erforderlich.
Von zwei Seiten werden hier die mittels Vakuumsaugbacken fest eingespannten Doppelscheibenmodule zugeführt. Im Zentrum der Anlage steht der Roboter mit einem Mischkopf als End-of-Arm-Tool. Der Sechsachser verfährt entlang der Kontur des temperierten Vergusswerkzeugs, in das die Scheibenmodule eingetaucht sind, und bestückt es mit einer flüssigen Kleb- und Dichtmasse. Sie stellt am Ende des Prozesses einen absolut dichten Randverbund mit transparenter Kante her. Die Substanz besteht aus zwei chemischen Komponenten, die über eine Vakuumdosieranlage gemischt und dem Dosiermodul am Roboter zugeleitet wird. Ziel ist es, die beiden Scheibenelemente am Ende des Vergussprozesses absolut dicht miteinander zu verbinden. „Die Dichtheit ist das A und O der Isolierqualität und bestimmt maßgeblich die Energieeffizienz der Kühlmöbel,“ erläutert Albert Weiss. „Qualität und Energieeffizienz sind für uns die leitenden Produktaspekte.“ Pan-Dur favorisiert den Werkstoff Glas – weil er hochwertig ist, entspiegelbar und dauerhaft voll transparent. Auch unterschiedliche Glasstärken und Glasqualitäten werden verwendet. Allerdings setzen manche Handelspartner eher auf den thermoplastischen Kunststoff PET (Polyethylenterephthalat), um die Bruchempfindlichkeit des Glases zu umgehen. PET ist allerdings nicht dauerhaft transparent und anfällig gegen Kratzer. Ob Glas oder der Kunststoff – in allen Fällen ist der Zwischenraum zwischen den Scheiben standardmäßig mit Luft gefüllt, manchmal auch mit den Edelgasen Argon oder – seltener – Krypton.
Pan-Dur hat die Rezepturen der Vergussmasse sowohl für den Verbund von Glas als auch PET-Scheiben in enger Kooperation mit einem Partner aus der chemischen Industrie entwickelt. Die Masse stellt eine Molekularverbindung mit den Scheiben her und führt schließlich eine absolute Dichtheit herbei. Der roboterbasierte Vergussprozess ist zeitlich, thermisch sowie hinsichtlich der Verweilzeit im Werkzeugtauchbad genauestens definiert und – je nachdem, welches Material verwendet wird – flexibel einrichtbar. Der Transport der hochempfindlichen Scheibenmodule innerhalb der Anlage geht nun durch die elektrisch angetriebenen Hubstationen hochpräzise vonstatten. Das Ergebnis ist eine hohe reproduzierbare Güte des Vergussprozesses. Der Materialausschuss wurde dadurch deutlich reduziert.
Abgestimmtes Komplettpaket mit Einkabeltechnik
Pro Hubstation sind jetzt vier Hochleistungsspindel-Hubgetriebe MH2 von Neff installiert. Pro Seite wird der Hubtisch mit zwei Spindeln mit jeweils einem Synchronmotor mit Movilink-DDI-Geber und einem Kabel zwischen Motor und Umrichter angetrieben. Weil eine Erweiterung des bestehenden Schaltschranks mit 16 Antriebsreglern nicht möglich war, entschied man sich für dezentrale Antriebstechnik. Die Synchronlaufanwendung ersetzt als elektrische Welle die mechanische Kopplung beider Seiten. Durch die vorkonfektionierten Kabel war ein schneller Testaufbau und eine reibungslose Inbetriebnahme möglich. So ließ sich der Anlagenstillstand beim Umbau 2021 minimieren.
Synchronisiert werden die beiden Seiten des Hubtisches mit je einem Movi-C Field Controller. Das ist eine dezentrale Motion-Control-Steuerung der Leistungsklasse Advanced. An diese zwei Controller sind jeweils acht Antriebsachsen angeschlossen – acht dezentrale Umrichter Movimot flexible und acht Motoren. Mit dem Softwaremodul Movikit Multi-Axis-Controller erfolgt die zentrale Ansteuerung von Referenzierung, Endschalterauswertung sowie das Error-Handling einer Achsgruppe mit zentraler Lageregelung. Hierzu wird ein virtueller Master in den Betriebsarten relative/absolute Positionierung, Geschwindigkeitsvorgabe sowie Mehrachskinematik verwendet und so eine direkte Kopplung von Positionieren und Multimotion realisiert. Die Software zeichnet sich durch eine hohe Funktionalität und eine anwenderfreundliche Bedienoberfläche aus. Standardisierte Module verkürzen die Inbetriebnahme. Zudem müssen nur die für die Applikation erforderlichen Parameter eingegeben werden.
„Mit der SEW-Lösung haben wir unseren Vergussprozess mehrfach optimiert“
Pan-Dur hat die Aufgabe komplett mit dezentraler Antriebstechnik aus dem Automatisierungsbaukasten Movi-C von SEW-Eurodrive gelöst. Sie arbeitet energieeffizient, sichert den Materialfluss an den Kreuzungspunkten der Ein- und Ausschleuseplätze zuverlässig ab und sorgt für eine präzise Positionierung der Hubstationen. Im Einsatz sind u. a. 16 dezentrale Umrichter Movimot flexible und 16 Synchronmotoren mit Movilink-DDI-Geber. Die Einkabeltechnik deckt die Funktion von vier Kabeln für Motorphasen, Bremse, Temperaturfühler und Motorgeber ab und überträgt alle Informationen des elektronischen Typenschilds. Durch die hohe Schutzart der Produkte war kein zusätzlicher Schaltschrank erforderlich. Da alle Schnittstellen steckbar sind, war eine einfache und schnelle Installation möglich.
„Schon bei der ersten Anfrage nach einer neuen Lösung hatte SEW-Eurodrive mit den neuen dezentralen Controllern einen passenden Vorschlag“, konstatiert Entwickler Jens Verhoef zufrieden. „So haben wir mit der SEW-Lösung unseren Vergussprozess gleich mehrfach optimiert – neben dem schonenden und präzisen Materialfluss profitieren wir auch von einem Taktzeitgewinn im Vergussprozess.“ Pan-Dur arbeitet aktuell an der Ergänzung der Anlage. In der Peripherie sollen weitere Veredelungsstufen des Glases integriert werden, etwa das Biegen und Bedrucken des Glases sowie Handhabungs- und Transportprozesse. SEW-Eurodrive wird diesen Erweiterungsprozess mit skalierbarer und flexibel anpassbarer Automatisierungstechnik begleiten.
-
 Abb. 2: Mehr als zufrieden mit der neuen Antriebslösung: Matthias Ott, Außendienst Service bei SEW-Eurodrive, Albert Weiß, Geschäftsführer bei Pan-Dur und Jens Verhoef, Elektroingenieur und Entwickler, ebenfalls bei Pan-Dur (v. l.). | © Pan-Dur, SEW-Eurodrive/P. Born
Abb. 2: Mehr als zufrieden mit der neuen Antriebslösung: Matthias Ott, Außendienst Service bei SEW-Eurodrive, Albert Weiß, Geschäftsführer bei Pan-Dur und Jens Verhoef, Elektroingenieur und Entwickler, ebenfalls bei Pan-Dur (v. l.). | © Pan-Dur, SEW-Eurodrive/P. Born -
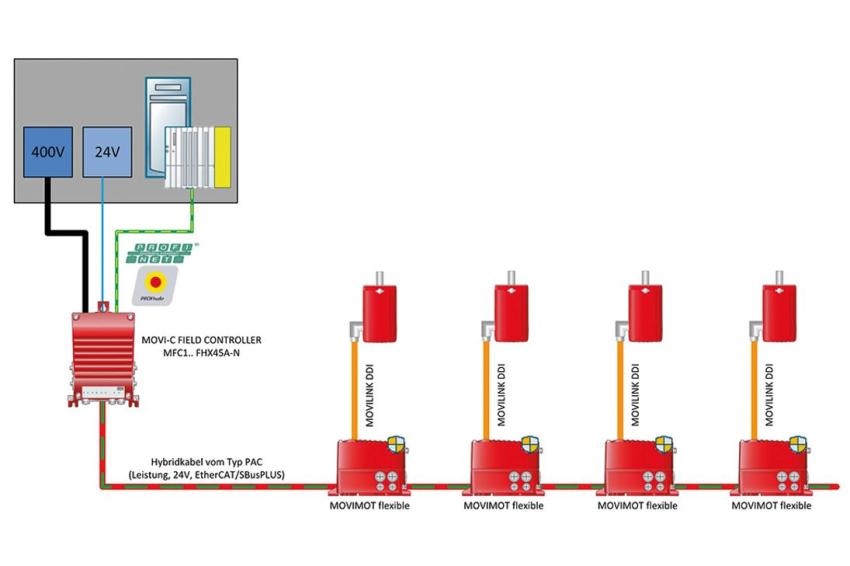 Abb. 3: Insgesamt acht Synchronmotoren mit Movilink-DDI-Geber sind an die dezentralen Umrichter Movimot flexible per Einkabeltechnik angeschlossen. Sie deckt die Funktion von vier Kabeln für Motorphasen, Bremse, Temperaturfühler und Motorgeber ab und überträgt alle Informationen des elektronischen Typenschilds. | © Pan-Dur, SEW-Eurodrive/P. Born
Abb. 3: Insgesamt acht Synchronmotoren mit Movilink-DDI-Geber sind an die dezentralen Umrichter Movimot flexible per Einkabeltechnik angeschlossen. Sie deckt die Funktion von vier Kabeln für Motorphasen, Bremse, Temperaturfühler und Motorgeber ab und überträgt alle Informationen des elektronischen Typenschilds. | © Pan-Dur, SEW-Eurodrive/P. Born




