
Gardner Denver Drucklufttechnik für PET-Flaschen in Stockach
Neues Werk der Molkerei Gropper füllt bald 150 Mio. PET-Flaschen im Jahr
-
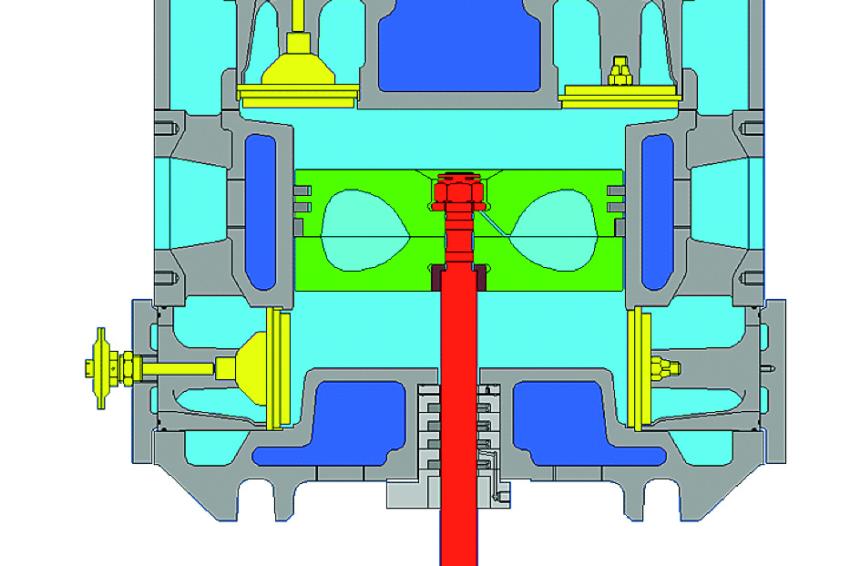
 Abb. 2: Der neue Belliss & Morcom WH 29 H3N Kolbenkompressor in Stockach.
Abb. 2: Der neue Belliss & Morcom WH 29 H3N Kolbenkompressor in Stockach. -
 Abb. 6: Formelement für die PET-Flaschen in der Streckblasmaschine.
Abb. 6: Formelement für die PET-Flaschen in der Streckblasmaschine. -
 Abb. 5: Die Druckluft-Praktiker Robert Kupka, Dirk Tenbrink und Berthold Burgmeier vor dem neuen Belliss & Morcom WH 29 H3N Kolbenkompressor.
Abb. 5: Die Druckluft-Praktiker Robert Kupka, Dirk Tenbrink und Berthold Burgmeier vor dem neuen Belliss & Morcom WH 29 H3N Kolbenkompressor. -
 Abb. 4: Ein energiesparender Kältetrockner von CompAir mit Scrollkompressor entfernt die Restfeuchte aus der Luft, bevor sie in die Krones Contiform Streckblasmaschine gelangt.
Abb. 4: Ein energiesparender Kältetrockner von CompAir mit Scrollkompressor entfernt die Restfeuchte aus der Luft, bevor sie in die Krones Contiform Streckblasmaschine gelangt. -
 Abb. 1: Durch die zweite Abfülllinie in Stockach wird sich die Belegschaft im neuen Betrieb auf 70 Mitarbeiter verdoppeln, etwa 150 Mio. PET-Flaschen werden pro Jahr ausgeliefert.
Abb. 1: Durch die zweite Abfülllinie in Stockach wird sich die Belegschaft im neuen Betrieb auf 70 Mitarbeiter verdoppeln, etwa 150 Mio. PET-Flaschen werden pro Jahr ausgeliefert. -
-
Nachhaltigkeit und wirtschaftlicher Erfolg sind planbar – auch in so dynamischen Märkten wie dem Milchmarkt. Beispielhaft dafür steht in Bayerisch Schwaben die Molkerei Gropper mit Sitz in Bissingen bei Donauwörth. Der Unternehmer Heinrich Gropper expandiert seit Jahren konsequent sein Handelsmarkengeschäft. Und das auch in Richtung Direktsaft! Wichtige Partner sind die Coke-Tochter Innocent und die Apfelkelterei Fidel Dreher in Stockach. Dort gründete die Molkerei Heinrich Gropper einen neuen Standort, in direkter Nachbarschaft zum Gelände die Apfelkelterei.
Das Traditionsgeschäft von Gropper ist die Milch: Pro Jahr verarbeitet die Bayerische Molkerei mehr als 230 Mio. kg Milch, die tagesfrisch von ca. 900 Milcherzeugern bezogen werden. 2014 erzielten die 596 Mitarbeiter einen Umsatz von 388 Mio. €. Das Unternehmen liefert Handelsmarken für Discounter und ist mit ihnen kräftig gewachsen. Seit 2007 hat sich der Umsatz der Molkerei Gropper mehr als verdoppelt und die Mitarbeiterzahl ist fast im gleichen Maße gewachsen.
Ein Gropper-Standort für Stockach
Sowohl die Molkerei Gropper in Bissingen als auch die Apfelkelterei Fidel Dreher in Stockach sind Familienunternehmen, die in dritter Generation geführt werden. Beide Unternehmen beliefern den Smoothie- und Saftproduzenten Innocent. Untypisch für Früchte aus der Bodenseeregion gehören dazu auch Orangensäfte und -smoothies. Bei Produktion und Logistik sieht sich die Molkerei Gropper ihren hohen Ansprüchen beim nachhaltigen Umgang mit natürlichen Ressourcen verpflichtet. Diesen Aspekten kommt der neue Gropper-Standort in Stockach am Bodensee in vielerlei Hinsicht entgegen: Das neue Werk liegt Tür an Tür direkt neben dem Standort der Apfelkelterei Fidel Dreher. Das Obst aus der Bodensee-Region verarbeiten die Dreher-Spezialisten zu Püree, Konzentrat und Direktsaft. Über Rohre erreichen die frischen Fruchtsaftprodukte die neue Abfüllanlage in der direkten Nachbarschaft. So gelangt z. B. der Apfelsaft auf kurzen Wegen direkt in die Flasche mit einem Qualitätsplus für noch mehr Natürlichkeit. Der direkt in der Nachbarschaft produzierte Saft kommt jetzt mit nur noch einer Pasteurisierung aus und ist länger haltbar. Die CO2-Bilanz verbessert sich zusätzlich, denn der Transport des Direktsaftes in Tanklastzügen zur Abfüllung in das rund 200 km entfernte Bissingen aus früheren Zeiten ist nun Vergangenheit.
Druckluft für den neuen Standort
Am Hauptsitz in Bissingen stießen der Molkerei- und der Abfüllbetrieb bei Gropper an Produktionsgrenzen und so fiel die Entscheidung für den neuen Produktionsstandort in Stockach. Der symbolische Spatenstich für das neue Werk war am 7.8.2014. Im gleichen Jahr begannen auch die Planungen für die Druckluftversorgung des neuen Abfüllbetriebs. Auch bei der Druckluftversorgung stand das Nachhaltigkeitsdenken bei Gropper Pate für das neue Projekt. Einer der Systempartner der Molkerei bei der Druckluftversorgung in Stockach wurde das Unternehmen Compair.
Druckstoß für die PET-Preforms
Druckluft dient in Stockach in erster Linie dem Druckstoß, der die fingerlangen PET-Preforms in die Formen für die PET-Flaschen bläst. Die Flaschenvielfalt ist beachtlich: „Wir befüllen PET Flaschen der Gebinde-Größen von 0,33, 0,5, 0,9, 1,0, 1,35 und 1,5 Literflaschen“, sagt Berthold Burgmeier, Leiter Technik, der für die Projektierung am neuen Standort verantwortlich zeichnet. Bei der Druckluftversorgung setzen Berthold Burgmeier und sein Projektteam auf eine bedarfsgerechte Maschinentechnik. „Entscheidend war für uns die Energieeffizienz verbunden mit der besten Technik zum günstigsten Preis“, kommentiert Berthold Burgmeier die Zusammenarbeit mit Compair.
Druckluft-Unternehmertum mit Tradition
Das 1859 gegründete US-Unternehmen Gardner Denver produzierte in den Anfängen Drehzahlregler für Dampfmaschinen und ab 1900 Druckluftkompressoren. 2008 erweiterte Gardner Denver sein Kompressoren-Portfolio durch den Erwerb des Systemanbieters Compair, nachdem 2001 bereits der Britische Kompressoren-Bauer Belliss & Morcom übernommen wurde. Bellis & Morcom, 1852 in Birmingham gegründet, hat sich seit über 35 Jahren auf den Maschinenbau von ölfreien Kompressoren für PET-Flaschen spezialisiert. Im Portfolio von Bellis & Morcom fanden die Compair-Techniker Robert Kupka und Dirk Tenbrink für den neuen Gropper-Standort in Stockach den am besten geeigneten Verdichter. Der neue Kolbenkompressor erlaubt es Gropper, die bei der PET-Blastechnik üblichen 40 bar (g) für Gropper auf 25 -35 bar (g) abzusenken und so nachhaltig Energiekosten zu sparen. Die mit der neuen Anlage genutzte Wärmerückgewinnung eröffnet zusätzliche Einsparmöglichkeiten.
Ruhiger, schwingungsarmer Betrieb
Für das neue Gropper-Werk in Stockach empfahlen Robert Kupka und Dirk Tenbrink den Belliss & Morcom WH 29 H3N Kolbenkompressor. Seine drei Verdichtungszylinder sind in einer W-Form angeordnet und erzielen so einen bestmöglichen Massenausgleich. Innerhalb der Zylinder bilden die Räume ober- und unterhalb des Kolbens je einen eigenen Verdichtungs- bzw. Ansaugraum Die Folge davon ist das doppelt wirkende Verdichtungsprinzip: Der Kolbenkompressor leistet während einer Umdrehung zwei Ansaug- und Verdichtungsschritte und kommt so mit vergleichsweise kleinen Drehzahlen zwischen von 500-750 U/min aus. Neben der geringeren Leistungsaufnahme bedeuten diese Drehzahlen einen niedrigeren Geräuschpegel und als Pluspunkt für die Lebenszykluskosten auch einen geringeren Verschleiß. Die vergleichsweise kleinen Drehzahlen kommen energetisch mit einem geringen Anlaufstrom und mit minimalen Leerlaufverlusten aus. Dies erlaubt eine einfache Regelung bei minimalem Energieaufwand zwischen Volllast, Halblast und Leerlauf. Hochdruckkompressoren der W-Serie sind serienmäßig mit einer 0 – 50% – 100% Reglung ausgestattet.
Ölfreie Verdichtung
Exakte Präzision in Fertigung und Konstruktion gilt für alle Bauteile, insbesondere aber für die exakte Führung von Kolben und Stange im Zylinder: Die Auf- und Ab-Bewegung der Kolben in ihren Zylindern ist reibungsarm mit guter Dichtwirkung ohne jeglichen Ölfilm. Die Kompressoren der W-Serie gewährleisten eine ölfreie Verdichtung bei maximaler Energieausbeute. Die Verdichtungstechnologie bietet ölfreie Druckluft nach ISO 8573, Klasse 0, ohne das Risiko von Verunreinigungen für den Prozess. Die erzeugte ölfreie Druckluft erfüllt die Normen nach ISO 8573-1. In Zahlen liefert der Belliss & Morcom WH 29 H3N Kolbenkompressor 100% ölfreie Druckluft (1.800 m3/h) bis zu 45 bar und bei einer Motornennleistung von 325 kW.
Niedrige Betriebskosten
Kompressoren der WH-Baureihe sind wegweisend bei den ölfreien 40 bar (g)-Kompressoren in der PET-Flaschenproduktion dank hocheffizienter Motoren mit einem Wirkungsgrad von 97,1% und dank hochwertiger Materialien zur Verlängerung der Lebensdauer. Das Kernstück bildet ein wellenloser Motor ohne Antriebsriemen (10% Verlust), ohne Getriebe (5% Verlust) und ohne Kupplung (10% Verlust). Er minimiert Leistungsverluste zu Gunsten des Wirkungsgrades und reduziert den Wartungsaufwand durch die kleinere Anzahl von Verschleißteilen. Die Konstruktion ohne Getriebe erlaubt die kompakte Bauweise und eine extrem hohe Standzeit von 8.000 Stunden.
Kompakt und robust
Alle Kompressoren von Belliss & Morcom kommen mit kleiner Stellfläche und ohne teure Spezialfundamente aus, da sie dynamisch ausgeglichen sind. Der Boden der Druckluftstation muss lediglich das statische Kompressor-Gewicht tragen können. Die kompakte Maschinenauslegung benötigt in ihrer Klasse die kleinste Aufstellungsfläche. Oft läuft die W-Serie auch dort, wo konventionelle Kompressoren wegen rauer Bedingungen versagen, z. B. wegen zu hoher Temperaturen, zu viel Staub, oder wegen zu schlechter Kühlwasserqualität.
Wärmerückgewinnung
Belliss & Morcom hat ein Wärmerückgewinnungssystem für PET-Kompressoren entwickelt. Die PET-Kompressoren verwenden Kühlwasser, um den Kompressor und die verdichtete Luft zu kühlen. Nachdem das Wasser im Kompressor erwärmt wurde, muss es im Kühlturm des Kompressors gekühlt werden. Das Kühlsystem des Kompressors kann so modifiziert werden, dass es Wasser mit einer Temperatur von ca. 80 °C zur Vorheizung der Wasserzufuhr zu den Heizungssystemen des Kunden (Wasser- oder Dampfheizung) abgibt und so den Energieverbrauch des Wasser-/Dampfheizgeräts erheblich reduziert. Die Einsparungen betragen in der Regel 22 bis 30% der kW-Nennleistung des Motors.
Konfiguration für Gropper in Stockach
Diese Option zur Wärmerückgewinnung haben die Compair-Spezialisten für den neuen Standort in Stockach nach dem Kundenbedarf angepasst. Dazu wurden die Wärmetauscher optimal ausgelegt und über ein Regelventil die Durchflussmenge des Kühlwassers so angepasst, das die Austrittstemperatur optimal an die gewünschte Zieltemperatur von 50 °C herankommt. Das in der Wärmerückgewinnung anfallende Warmwasser speist einen 10 m3 Wassertank, der bei Gropper in Stockach dem Vorheizen des Prozesswassers und auch der Anlagenreinigung (CIP,SIP) dient. Zwei Energiesparpumpen mit 5,5 kW je Pumpe bei einer Kühlleistung von 300 KW sind für die Wasserförderung vorgesehen. Jeweils eine der Pumpen ist im Betrieb, dabei wechselt der Betriebszustand täglich zwischen den Pumpen für eine vergleichbare Betriebsstundenzahl. Zu den Projektleistungen von Compair zählte auch die Anlagentechnik mit energiesparenden Dachkühlern (drehzahlgeregelte Lüfter) zur Kühlung der wassergekühlten Anlage. Dazu wurde der Dachkühler mit modernsten EC Ventilatoren ausgestattet, die über die Vorlauftemperatur geregelt werden. Dabei ist eine automatische Sommer- und Winterreglung integriert, welche die Vorlauftemperatur nach der Außentemperatur einstellt. Somit passen sich die Ventilatoren der jeweiligen Außentemperatur an und nehmen bedarfsgerecht nur minimale Energiemengen auf.
Steuerung
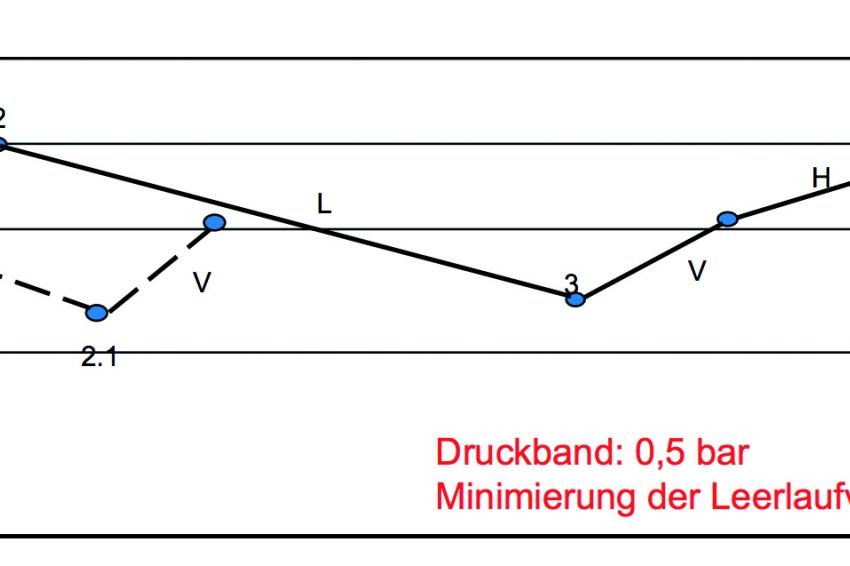
Die spezifische Konfiguration des Kompressors und die Steuerungstechnik für die bedarfsgerechte Anpassung des Kolbenkompressors erarbeiteten die Compair-Spezialisten gemeinsam mit Claus Mayr (Projektierung Elektrotechnik), bei der Molkerei Gropper. Sie erzielten eine nachhaltige Energieeinsparung durch Druckreduzierung auf 25 bis 35 bar dank eines frequenzgeregelten Antriebs des Kompressors und einer modernen SPS-Steuerung (Siemens S7), die mit dem Netzdruck als Führungsgröße arbeitet. Das Interface (Simatic HMI) der Steuerung informiert die Bediener in Schaltbildern über alle Betriebszustände der Anlage, bis hin zu den Wärmeaustauschern und der Kühlung. Das Projektteam erschloss einen bedarfsgerechten Regelbereich von 30 -100% (530 bis 1.800 m3/h) der dem breiten Sortiment der in Stockach produzierten PET-Flaschenvolumina entspricht: Jetzt kann beispielsweise der Druck gezielt auf unter 30 bar absenkt werden, wenn unterschiedliche Flaschen produziert werden. Der Druck wird über ein sehr geringes Druckband konstant gehalten, was größere Leerlaufverluste ausschließt.
Fazit
Der neue Standort der Molkerei Gropper in Stockach profitiert von einer ausgeklügelten kundenspezifischen Projekt-Lösung vor Ort und der energiesparenden Technik des WH293N Kolbenkompressors:
- niedrigste Energieaufnahme dank bedarfsgerechter Anpassung (Regelung),
- Siemens S7 SPS mit allen Überwachungsfunktionen und Monitoring,
- optimale Anpassung an das geforderte Druckniveau,
- Wärmerückgewinnung bis zu 50 °C,
- energiesparendes Rückkühlsystem, bzw. Kühlsystem,
- Backup für das 6 bar Netz.
Ein Besuch in Stockach
Gemeinsam mit den Druckluft-Spezialisten von Compair besuchte die LVT-Redaktion den neuen Gropper-Standort im Dezember 2015. Ursprünglich war das Gropper-Werk Stockach nur für eine Abfülllinie konzipiert. Am Tag des Besuchs sind Techniker- und Inbetriebnahme-Teams von Fremdfirmen - kenntlich an den roten Haarnetzen - bereits mit der Installation der zweiten Abfülllinie beschäftigt. Die Gropper-Produktionsmitarbeiter tragen weiße Haarnetze. Beim Betreten der Produktionshalle erscheinen dem Besucher beide Haarnetzfarben in gleicher Personal-Stärke vertreten.
„Derzeit haben wir rund 35 Mitarbeiter“, sagte Berthold Burgmeier am Besuchstag und blickt zurück auf ein dynamisches und ereignisreiches Jahr: „Am 30. Juni 2015 ist bei uns die erste PET-Flasche vom Band gelaufen“. Im Februar 2016 werde die zweite kalt-aseptische PET-Abfülllinie startklar sein und alle notwendigen Audits durchlaufen haben. Mit der Inbetriebnahme der zweiten Abfülllinie werde sich die Belegschaft in Stockach auf rund 70 Mitarbeiter verdoppeln, die etwa 150 Mio. PET-Flaschen pro Jahr ausliefern werden. Die Zielmärkte sind in Skandinavien, Spanien, Deutschland, Österreich, Schweiz, Frankreich, die Benelux-Staaten, Spanien und Italien. Innocent und die Handelsmarken der Discounter bleiben die wichtigsten Absatzkanäle für das Direktsaftgeschäft der Molkerei Gropper.
Ausblick
Heinrich Gropper investierte rund 30 Mio. € in den neuen Standort in Stockach, davon 20 Mio. € allein in die neue Anlagentechnik. Für die zweite Abfülllinie wurde bereits ein zweiter Belliss & Morcom WH 29 H3N Kolbenkompressor bestellt. Auf die kommenden Schritte der Molkerei Gropper – gerade auch in Sachen Nachhaltigkeit - darf man gespannt sein.
Stimmen aus dem Projektteam
Nach dem Besuch in Stockach hat die LVT Redaktion einzeln die Mitglieder des Projektteams um ein schriftliches Statement gebeten. Was war das Besondere an diesem Projekt? Was war besonders positiv oder herausfordernd? Robert Kupka, Dipl. Ing. (FH) - Key Account Manager für ölfreie Kompressoren und Hochdruckanwendungen bei Compair schieb an LVT: „Eine Turn Key Anwendung mit an den Bedarf angepasster Hochdruckbereitstellung, flexibel durch Drehzahlregelung niedrigen Druckniveau durch schmales Druckband und noch zusätzlich mit Wärmenutzung und energiesparender Kühlung – das heißt alle wichtigen Aspekte einer effektiven und energiesparenden PET-Solution in einem Projekt vereint! Durch die gute Zusammenarbeit mit den Herren Claus Mayr, Berthold Burgmeier – auch schon bei der Vorplanung – ist uns eine enorm effiziente und wirtschaftliche PET Druckluftanlage gelungen, in der neben dem energiesparenden Kompressor auch die Peripherie intensiv betrachtet wurde - immer unter dem Gesichtspunkt der Umwelt zuliebe.“
Dirk Tenbrink, Gesamtvertriebsleiter Stationäre Druckluftsysteme bei Compair schrieb LVT: „Zur Herstellung von hochwertigen Lebensmitteln in der heutigen preisgetriebenen Marktsituation ist es sicherlich erforderlich alle möglichen Einsparpotentiale zu erkennen und zu nutzen. Mit der Aufgabenstellung trat Herr Burgmeier an unsere Mitarbeiter heran und dieser Herausforderung haben wir uns gerne gestellt. Hocheffiziente dreistufige, doppeltwirkende Kompressortechnik, gepaart mit integrierter systemgesteuerter Wärmenutzung und das alles dann noch frequenzgeregelt; dieses Zusammenspiel erlaubt bei Gropper die kostenoptimierte Herstellung der PETFlaschen für den Fruchtsaft.“




